风筝骨架选材:
中国风筝的骨架制作以各种竹材为主,辅以苇子,高粱杆等。现代开始用木材、玻璃纤维、碳纤维复合材料或轻金属。
竹材的特点是:质轻,纤维直而密(皮部),因此有一定的强度,韧性和弹性,可以劈成各种规格的条,加工方便。可以热弯曲,定型后不易变形。缺点是刚性不如木材。竹属禾本科竹亚科植物,我国竹种很多,有22属200余种,主要产地在长江流域以南地区。
此外,还有檬竹、甜竹、石竹、黄若竹、箭竹等,这里就不一一详述了。
在选材时,除品种之外,还有对某一确定了的品种如何选择使用时间和部位的问题。
2:竹材的选择:
(1)纵向地看一根成年的竹杆,可大体上分成根部、中部和梢部。根部节密须多形不整,不可使用。梢部明显地变细,枝多也不可用。只可选用中段节长,粗细变化很小的那一段。(如图)
(2)横断开一竹,观其端面,最外部是竹皮,皮内纤维组织密集的部分是竹青,竹青内部组织疏松的部分是竹黄,制作风筝一般只使用竹青和竹皮部分,竹黄要削去。但削去多少要看具体情况而定。
(3)刚刚采下的新竹水分多,易弯曲变形,要放置阴凉处自然干燥一段时间后才能用。放置了数年,水分很少的竹子脆而坚硬,不易弯曲,一般情况下也很少使用。当然,没有长成年的幼竹和多年在地里都自然裂开的老竹也不能用。
风筝骨架加工工艺——劈:
由于竹的纹理平直,因此可用“劈”的办法加工。

1.什么叫“劈”?它与“切”的不同:
“劈”是指沿竹的自然纹理把它撕开,而不是用刃切开。
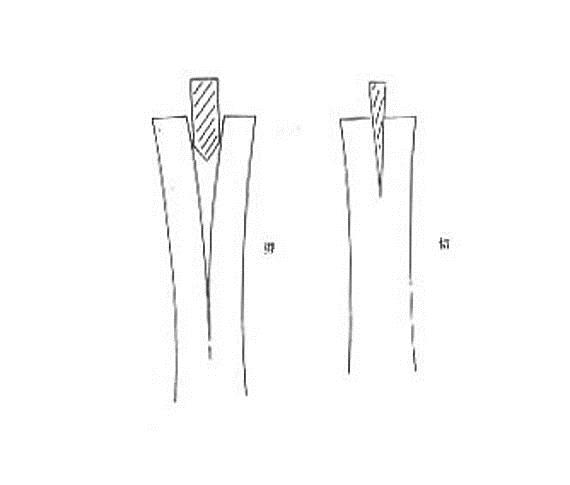
2.劈竹三步:
(1)切口;(2)劈人;(3)拨开。
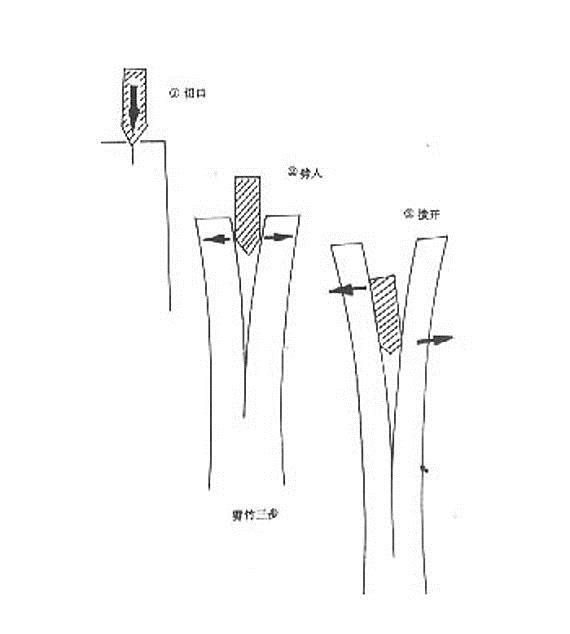
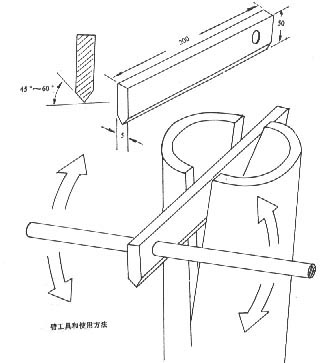
在砂轮上把板的一边磨成两边倾斜45”~60”的斜角,形成刃口,再找一根能插进孔洞的钢棍。长度约300毫米,这个劈竹工具就做 好了。它可以轻易地劈开任何直径小于160毫米的大竹使用。
风筝骨架加工工艺——削:
削是劈后的精加工,是用刀刃在削刮竹材,使它加工成制作各种风筝零件所需要的各种不 同宽度、厚度和斜度的竹条。
2.削竹
传统多用“抽削”的方法,即操作者坐着,在腿上铺块厚布,左手拿竹材,竹皮向下,右手横向持刀,刀刃压在竹肉上,稍向下倾,用
左手用力把竹板向后抽出,竹肉即被削掉一层。适当调整刀刃与竹板的角度和压力,便可改变削掉竹肉的厚度。
现在加工风筝不愿弄坏衣服,更喜欢在工作台上工作,因此使用木工刨子刨削竹板,成了大家常用的方法。这种削竹法容易掌握,加工精度也比较高,建议大家采用。除上述削法外,还有用木挫挫削如挫竹节),用刀刃刮削(最后的精修用)。
风筝骨架加工工艺——弯竹
竹材的一个重要特性是在一定的温度下它的结构变软,很容易弯曲,在弯曲状态下冷却便可定型。利用竹材的这个特性,便可制作出各种弯曲复杂的零件来。中国风筝的玲珑精巧也和使用这种可以任意弯曲的竹材有关。

(2)弯曲:预热到一定温度后,竹条变软,便可弯曲。但弯
曲要适度,过急则会弯断,使零件报废,过慢竹条冷却则弯不到家。因此要掌握好时机,稳准地弯曲,最好一次成功。在电烙铁上弯曲时可一段段地进行,最后弯成
一个较大的弧形,小弧形则一弯而成。竹皮向外弯曲容易,竹皮向内弯曲困难。
(3)定型:弯曲后可把竹条放入冷水,使其冷却定型。定型后可能有少许回弹,因此在弯曲时,可比图纸需要的弯度更大一点,回弹后正好合适。
中国削是劈后的精加工,是用刀刃在削刮竹材,使它加工成我 Tri制作各种风筝零件所需要的各种不同宽度、厚度和斜度的竹条。传统多用“抽削”的方法,即操作者坐着,在腿上铺块厚布,左手拿竹材,竹皮向下,右手横 向持刀,刀刃压在竹肉上,稍向下倾,用左手用力把竹板向后抽出,竹肉即被削掉一层。适当调整刀刃与竹板的角度和压力,便可改变削掉竹肉的厚度。
现在加工风筝不愿弄坏衣服,更喜欢在工作台上工作,因此使用木工刨子刨削竹板,成了大家常用的方法。这种削竹法容易掌握,加工精度也比较高,建议大家采用。除上述削法外,还有用木挫挫削如挫竹节),用刀刃刮削(最后的精修用)。

把各个竹条零件连接在一起,组成风筝的整体骨架。连接的方法(很多,其中在传统中国风筝制作中使用最多的是绑扎,所以在“四艺”中把“扎”放在第一位。其实除“扎”之外,还有扣楔、活头、插接等。

(1)垂直连接:可分为:交叉接、卡接和搭接三种。交叉接简单,但强度不大,而且骨架不平。交叉接一般用十字绑线法。卡接时要有一根条劈开,卡在另一恨条上,强度不如搭接,但比交叉连接骨架平些。搭接时要有一根条弯曲90度,但强度大,骨架平,可用平行绑线法。
(2) 平行连接:分斜口接和搭口接两种。两根相接竹条互切斜口,对在一起再绑扎叫斜口接。这样既平整又美观,但斜口的长度要在竹条厚度的6倍以上,才有足够的强 度。搭口接既简单,强度又大,但两条有一个面不在同一直线上。(3)倾斜连接:倾斜连接与垂直连接类似。只是角度不同,因此乃可用交叉、搭接和卡接三法。
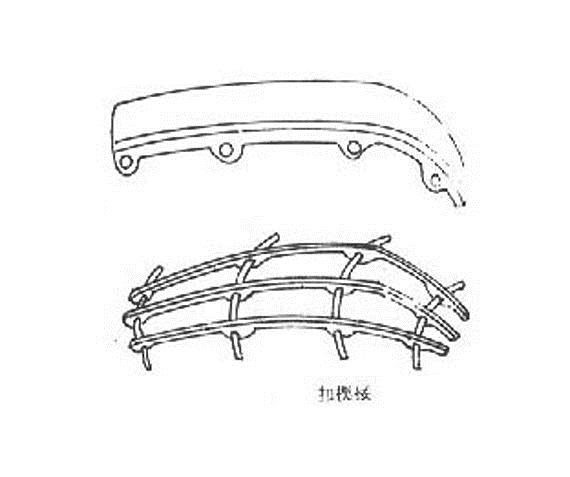
连接2.扣楔:
这是天津风筝所常用的一种传统连接方法。这是一种在纵向骨架上的打孔,而横向骨架穿孔联接的方法。这和连接用在制作旋转体的风筝部件很有效,如鸟、虫的肚子、花篮、灯笼等。
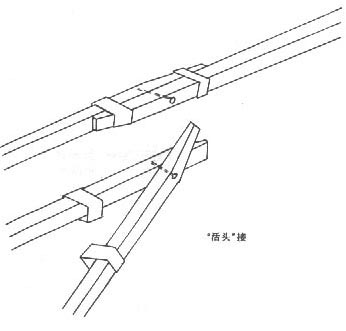
连接3.活头:
为了折叠的部分,要作成活动的接头,叫做“活头”。在中国风筝里最常用的是套锁活头。它的构造是两条搭接,中间以一横轴相连,两端各有一金属环套。环套松开,两条可折;环套套紧两条的接头两端,则两根竹条便成一根张开的竹条一样。
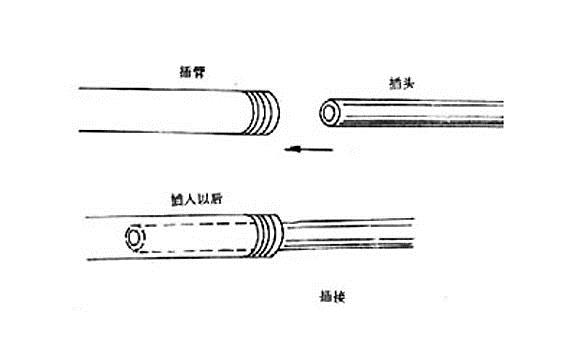
连接4.插接:
风筝上有一些可拆装的零件,需要插接。最常用的传统方法是套管插接,小型风筝用苇管,中型风筝用竹管,大型风筝要用专门制作的套管连接。制作插管时要考虑到插紧后的摩擦力和抗弯曲力,所以插管必须有一定的长度,不能太短。